




Hydraulic systems play a vital role in many industrial and mechanical processes, providing smooth, efficient, and controlled operations. A key element of these systems is the hydraulic safety relief valve. To grasp its importance and how it functions, it is essential to explore its basic principles and the mechanics involved.
Understanding Hydraulic Safety Relief Valves

What is a Hydraulic Safety Relief Valve?
A hydraulic safety relief valve is a critical component designed to manage and control the pressure within hydraulic systems. It functions as a safeguard, preventing damage that can arise from excessive pressure build-up. When the system pressure exceeds a preset limit, the valve intervenes to release the excess pressure, ensuring the system operates within safe parameters. This prevents potential breakdowns, equipment failures, and safety hazards in hydraulic applications.
At POOCCA, our strength is our dedicated team of over 300 professionals. Within this highly skilled workforce, we have a dynamic team of 70 sales professionals who possess vast experience and in-depth knowledge of our industry. Their expertise is crucial in providing tailor-made solutions and exceptional services to our valued clients.
Key Components of a Hydraulic Safety Relief Valve
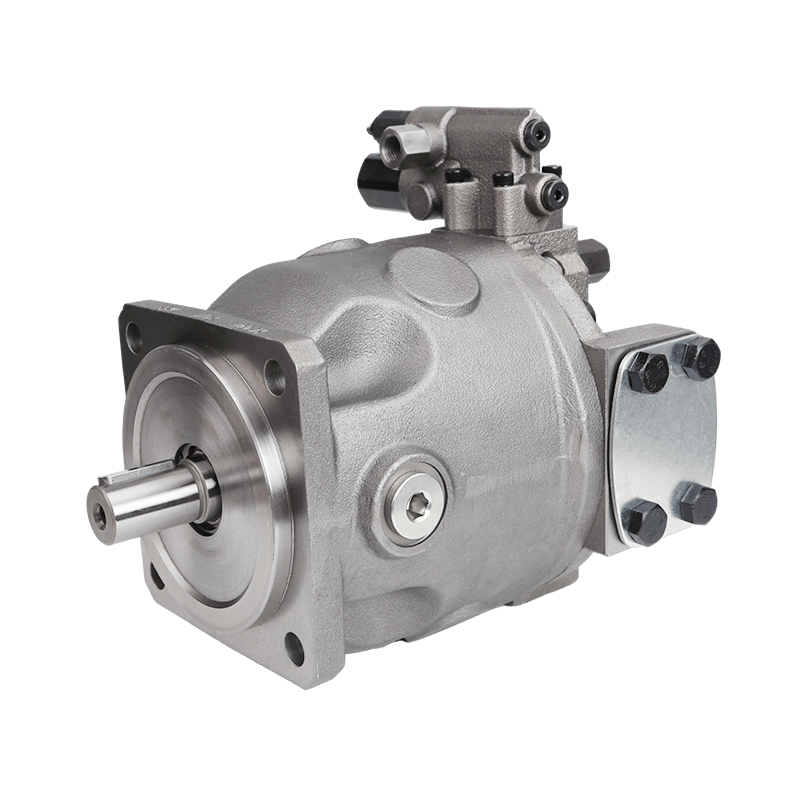
The hydraulic safety relief valve comprises several essential components that work in unison to ensure its proper functioning. These include the valve body, which houses all internal parts and provides the necessary connections to the hydraulic system. The inlet and outlet ports allow hydraulic fluid to pass through the valve. Inside, a spring-loaded mechanism and a poppet (or piston) regulate the opening and closing of the valve based on pressure levels. Additionally, there is an adjustment screw or knob that enables technicians to set the desired pressure limit.
Common Applications of Hydraulic Safety Relief Valves
Hydraulic safety relief valves find applications across a diverse range of industries and systems. In manufacturing, they are utilized in hydraulic presses and injection molding machines to prevent pressure overloading. In the automotive industry, these valves are critical in hydraulic brake systems and shock absorbers. Additionally, they are used in heavy machinery, such as excavators and forklifts, to maintain safety and efficiency. The agricultural sector also relies on these valves in hydraulic systems for tractors and other farm equipment.
Fundamental Principles of Operation

Mechanism Behind Pressure Regulation
The primary function of a hydraulic safety relief valve is to regulate and maintain appropriate pressure levels within a hydraulic system. Under normal operating conditions, the fluid flows through the system without restriction. However, when pressure exceeds the preset threshold, the valve automatically opens to divert the excess fluid, thereby reducing the internal pressure. This is facilitated by the balanced interplay between fluid dynamics and mechanical components, ensuring that the system remains within safe operating limits. The main role of a hydraulic safety relief valve is to control and sustain suitable pressure levels within a hydraulic setup. During standard operations, the fluid moves freely through the system. But if the pressure surpasses a predetermined limit, the valve activates to redirect the surplus fluid, thus lowering the internal pressure. This process is enabled by a harmonious interaction between fluid dynamics and mechanical elements, guaranteeing that the system stays within secure operational parameters. A hydraulic safety relief valve’s chief purpose is to manage and uphold correct pressure levels inside a hydraulic system. Under typical conditions, fluid circulates unimpeded through the system. Yet, when pressure goes beyond a set point, the valve opens automatically to channel away excess fluid, thereby decreasing internal pressure. This mechanism operates through a balanced coordination of fluid dynamics and mechanical parts, ensuring that the system operates safely within designated limits.
Role of Spring Tension in Operation
The spring-loaded mechanism is pivotal to the operation of a hydraulic safety relief valve. The pre-compressed spring exerts force on the poppet or piston, holding it closed under normal conditions. As the system pressure increases, it exerts a counterforce against the spring. When the pressure surpasses the spring tension, the poppet or piston is pushed open, allowing the excess fluid to be released. Once the pressure drops back to safe levels, the spring returns the poppet to its closed position, effectively sealing the valve.
Fluid Dynamics Involved in Functioning
Fluid dynamics play a crucial role in the functioning of a hydraulic safety relief valve. The interconnected behavior of fluids under varying pressure conditions dictates the valve’s response. As pressure builds up within the hydraulic system, the fluid exerts force on the internal components of the valve. The specific design and geometry of the valve allow it to respond accurately to pressure changes. Turbulence, flow rate, and fluid viscosity are key factors that influence how quickly and efficiently the valve can react to pressure fluctuations, ensuring consistent performance and protection of the hydraulic system.
Understanding the operational intricacies of a hydraulic safety relief valve is fundamental for maintaining the reliability and safety of hydraulic systems across diverse applications. By managing pressure effectively, these valves protect equipment, enhance safety, and contribute to the seamless operation of various hydraulic-driven processes.
Types of Hydraulic Safety Relief Valves

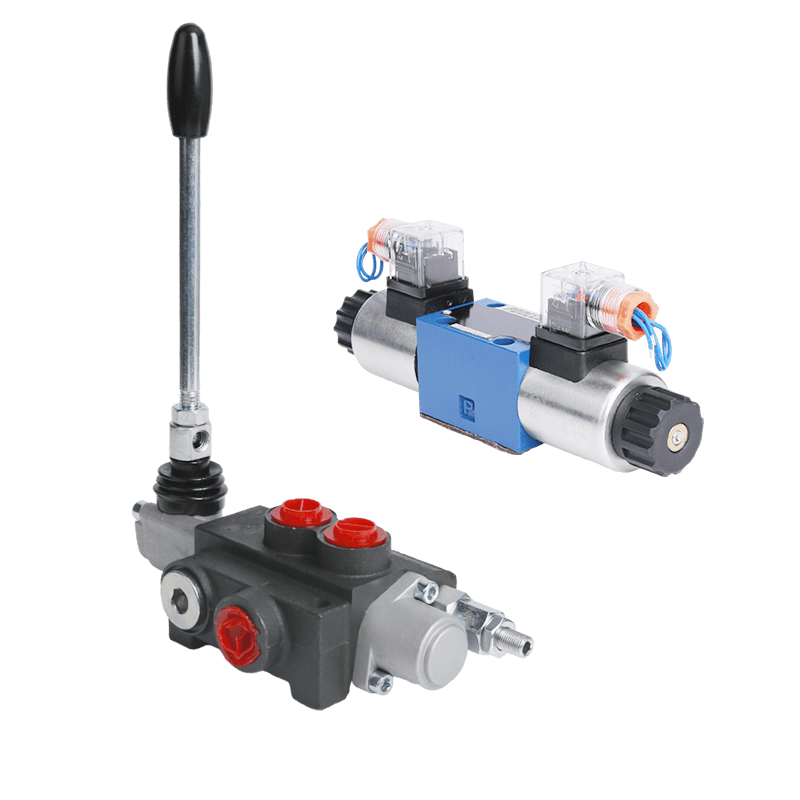
Direct Acting Relief Valves
Direct acting relief valves represent the most basic type of hydraulic safety relief valve. Their functionality is quite simple: the system pressure acts directly on a mechanism, often a spring-loaded poppet. During normal operations, the spring force maintains the valve in a closed position. When the system pressure exceeds the predetermined setting, it counteracts the spring force, causing the poppet to open. This action allows excess fluid to be diverted through an outlet, reducing the system pressure until it returns to safe levels. Direct acting valves are typically employed in scenarios requiring rapid responses to pressure fluctuations, such as in hydraulic tools and certain control circuits.
Pilot Operated Relief Valves
Pilot operated relief valves are more complex and sophisticated compared to direct acting valves. Within these hydraulic safety relief valves, there is a small pilot valve that controls the main valve. When the system pressure rises above the threshold, the pilot valve opens first, allowing a small amount of fluid to flow out. This movement reduces the pressure in the chamber, causing the main valve to open and release a much larger volume of fluid, thus mitigating the system pressure. The dual-stage operating mechanism ensures that pilot operated valves can handle higher flow rates and offer better control over pressure regulation. They are extensively used in industrial applications where precise control and high efficiency are necessary, such as large hydraulic presses and complex machinery.
Importance of Pressure Settings
Setting the Correct Relief Pressure
The effectiveness of a hydraulic safety relief valve is highly dependent on setting the correct relief pressure. This requires careful calculation and adjustment to ensure that the valve activates at the right moment to prevent overpressure scenarios. The set pressure must consider the operational limits of the entire hydraulic system, including its normal operating pressure and the maximum pressure the components can tolerate. Properly setting the relief pressure not only protects the equipment from potential damage but also enhances the efficiency and reliability of the system. Regular inspections and testing are essential to maintain accurate pressure settings, particularly in environments where operating conditions might change frequently.
Impact of Incorrect Pressure Settings
Incorrect pressure settings on a hydraulic safety relief valve can have serious repercussions. If the relief valve is set too high, it may fail to open at the critical moment, leading to catastrophic overpressure conditions, which can cause equipment failure, system leaks, or even safety risks to personnel. Conversely, if the valve is set too low, it may open prematurely, causing unnecessary fluid release and disrupting the hydraulic system’s normal function. This can result in a loss of system performance, increased wear and tear on components, and overall inefficiency. Therefore, precise calibration and periodic adjustments based on system requirements and operational feedback are imperative to ensure optimal performance and safety of the hydraulic system.
Grasping and accurately applying different types of hydraulic safety relief valves, along with setting the right pressure levels, are crucial measures for protecting hydraulic systems. This careful methodology not only guarantees the durability and dependability of the system but also boosts operational safety in various industrial settings.
Inspection and Maintenance Guidelines
Regular Testing and Calibration Needs
Regular testing and calibration of a hydraulic safety relief valve are crucial to ensure its reliable and safe operation. Routine testing involves subjecting the valve to pressures slightly above the normal operating range to verify that it opens and closes correctly. This helps in identifying any deviations or malfunctions that may arise due to wear and tear or changes in system dynamics. Calibration is another critical task that involves adjusting the pressure settings of the valve to match the system’s requirements accurately. Incorrect calibration can lead to the valve either not opening at the required pressure or opening too early, both of which can compromise system efficiency and safety. Therefore, scheduling regular maintenance checks and recalibrations is essential for optimal performance.
Signs of Wear and Tear to Watch For
Identifying signs of wear and tear in a hydraulic safety relief valve can prevent unexpected failures and costly downtime. Common indicators include visible damage such as cracks or corrosion on the valve body, which may compromise its structural integrity. Leaks around the seals or ports suggest that the internal components may be worn or damaged. An unusual increase in system pressure despite the valve appearing to operate correctly could be a sign of internal blockages or spring fatigue. Unusual noises during operation, such as whistling or chatter, might indicate poppet or piston issues. Monitoring these signs and addressing them promptly through inspections and part replacements can ensure the valve remains in good working condition and the hydraulic system stays safe.
Advantages and Limitations
Benefits of Using Hydraulic Safety Relief Valves
Implementing a hydraulic safety relief valve offers numerous advantages central to the efficiency and safety of hydraulic systems. One of the primary benefits is the protection it provides against overpressure conditions, which can cause severe damage to equipment and pose safety risks to personnel. By preventing such conditions, the valve helps extend the lifespan of the system components by avoiding excessive strain. This leads to reduced maintenance costs and less frequent unscheduled downtime. Additionally, the valve enhances system reliability by ensuring consistent pressure management, which is crucial for maintaining operational efficiency. Moreover, the quick response mechanism of these valves contributes to the smooth and safe operation of various hydraulic applications across multiple industries.
Potential Limitations and Challenges
Despite their numerous benefits, hydraulic safety relief valves come with certain limitations and challenges. One significant issue is the precision needed to set accurate pressure levels; any calibration errors can cause either too frequent actuations, resulting in unnecessary fluid loss and reduced system efficiency, or failure to relieve pressure when necessary, which can create safety risks. Moreover, these valves require regular maintenance to ensure they function reliably, adding to operational costs. In environments with high levels of contaminants, the valve mechanisms may become clogged or worn out, diminishing their efficiency and necessitating more frequent inspections. Additionally, it is crucial to select a relief valve that is compatible with the specific hydraulic system it will serve; an incorrect match can compromise system effectiveness. By understanding these limitations and addressing them through appropriate selection, maintenance, and calibration practices, their impact can be mitigated, thereby improving overall system performance.
In addition to our skilled sales team, we have 18 technical experts. poocca has rich knowledge and technical strength. Their expertise not only drives our innovation but also ensures our products and services are at the forefront of technological advancement.

