




Hydraulic vane pumps form one of the most crucial parts of many industrial systems, ensuring that continuous and efficient power supply is provided to transfer fluids. The hydraulic vane pump develops suction and pressure through the rotation of vanes inside the cam ring that enables the movement of the fluids. However, hydraulic vane pumps do have some problems, just like any other mechanical device, which can affect performance. The key to operational efficiency and reliability is being in a position to understand common problems and their remedies. This guide to troubleshooting considers some of the common problems related to vane pumps, shedding light on their causes, symptoms, and solutions.
How a Vane Pump Works

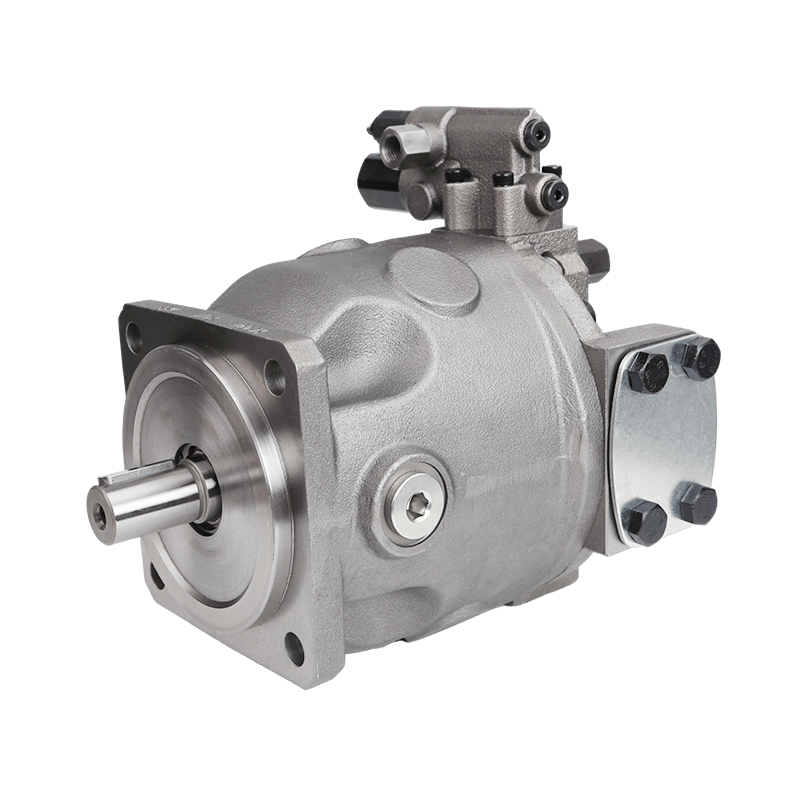
To begin with troubleshooting, one has to understand how the vane pump works. Fundamentally, a vane pump comprises a rotor bearing slotted held sliding vanes. It acts with an off-center cam ring in creating a rather crescent-shaped chamber. Said turning of the rotor creates this centrifugal pull on the vanes which extend those vanes all against the inner wall of the cam. The volume variations between it, vane and cam provides the inlet suction and pressurized output path way for fluid convection at the valve.
Key aspects for the smooth running
To realize optimal performance of a vane pump, the following aspects have to be observed: avoid dry running and overloading. Running the pump without lubrication can cause friction and heat that will damage the parts. A high load on the pump will pressurize the inside parts and result in early failure.
Avoid Air Suction and High Vacuum: Air suction into the system lowers efficiency and creates cavitation. Appropriate liquid levels and suction conditions will prevent this
Pump Rotation in Proper Direction: It is very important to avoid the pump damage due to running in a wrong direction. One can find the proper rotation by following the arrow usually appearing on the pump’s nameplate.
Clearance and Oil Viscosity: Availability of proper clearance among the components and right viscosity of the oil will provide appropriate lubrication and efficiency. The temperature of the oil also should be noted as excess heat will breaks oil viscosity which may lead to disturbances in lubrication.
Assembly Considerations: Vane, rotor, and oil plate should be rightly assembled to ensure smooth functioning. Wear and tear may be reduced along with an increased life for the pump if the stator’s suction area is rotated.
Common Problems and Reasons and How to Resolve Them
Let’s consider below few of the common issues with vane pumps and their solutions:
1. No Flow, No Pressure
If the pump is not giving out any output whatsoever, then that may be because:
Pump Not Turning: Coupling – check for engagement, motor – check for running, pump and motor shafts – check for damage.
Rotation in Wrong Direction: The pump must be turned the right direction as given by the nameplate.
2. Low Flow
A partial loss of delivery may be due to:
Faulty Component Selection: Check whether application for the selected pump provides appropriate displacement; and whether or not the proper sized motor has been applied. Also, check main relief valve settings; if too low, flow could be bypassed back to the tank.
Internal Leakage: Internal leakage in the system may be because of malfunctioned valves or extremely high oil temperature resulting in loss of viscosity.
Worn or Contaminated Pump: The pump becomes worn or contaminated. It may require cleaning, repairing, or replacement of parts.
3. No Pressure
It simply implies that there is no pressure being generated from the pump. Causes may include,
Hydraulic Circuit Design: The hydraulic schematic should be checked if it is properly designed and functional. The actual piping installation has to be installed according to actual schematic installation.
Component Failure: All components in the circuit must be operating properly, and all valves and actuators.
4. Low Pressure
When the pump creates pressure, it then goes low. This can be because of:
System Limitations: The required amount of flow must not be more than the capacity of the system because this limits the pressure that can be built.
Component Failure: The failure of the high-pressure seals and actuators causes leakage leading to wear out of parts responsible for sustaining the pressure.
5. Noisy Operation
Noise can signify mechanical fault for;
Mechanical Link Failure: Check the misalignment or imbalance on the pump shaft; also check that the key and coupling is tightened.
Air Entrapment: The system should be well bled to remove the trapped air and check for leaks at the tank-to-pump connection.
6. Overheating
High temperatures can indicate internal friction or malfunction. Causes and remedies include:
Heat Generation Without Pressure: Oil flow and suction pipe functionality should be appropriate. Capacity of the cooler and whether it is adequate for the system should be considered.
Generation of Heat With Pressure: Viscosity and pressure rating of oil, functionality of cooler, and malfunction of relief valve.
7. Leakage in Shaft Seal
If there is leakage in the shaft seal, then it may be due to the following:
Mechanical Problems: The shaft might be damaged while causing the wear of the seal. It might not be installed correctly or is damaged.
PressureExcessive pressure: Above what the system’s pump can withstand, one cause, perhaps of seal failure is other factors to lookout for v
Air Entrapment: Bleed the air out of the system to remove air that produces similar problems to those of cavitation.
Misalignment: The misalignment between the pump shaft and the motor produces abnormal wear and vibration. Align properly according to technical specifications.
Viscosity: The use of fluid with inappropriate viscosity will affect the performance of the pump. The fluid should be of the viscosity recommended by the manufacturer.
Wear and Tear: Generally speaking, wear and tear of parts are observed, and replacements are done well before any problems occur.
POOCCA Hydraulic Vane Pumps: A Reliable Partner

POOCCA is a leading supplier globally of quality hydraulic components in the industry that includes vane pumps. In terms of innovation, quality, and customer satisfaction, it can be trusted to handle industrial applications with its hydraulic vane pumps for the following reasons:
Experience: POOCCA has over ten years of experience in the hydraulics industry dealing in the design, manufacturing, and maintenance of hydraulic pumps, motors, and valves.
Wide Range of Products: The company has a wide range of vane pumps to fit a wide variety of application needs. They have pumps from popular brands such as Parker and Vickers.
Super Quality: The POOCCA vane pumps are compact in design, have smooth running performance that is durable. Advanced applied control systems for intelligent operation ensure a long service life.
Customer Satisfaction: POOCCA insists on satisfying customers by professional technical support, competitive price, and on-time delivery.
Global Reach: Till now, the products offered by POOCCA have been distributed in over 100 countries and have earned a good reputation because of their high quality and reliability.
Conclusion
Hydraulic vane pump troubleshooting should be done in a structured approach efficiently based on the way the pump works. The identification of some common symptoms and their remedies would save time as well as increase the life of the pump. Most of these problems could have been avoided with good routine service, which includes keeping the fluid clean and doing regular inspections in the system. Refer complicated problems to the pump manufacturer or any qualified technician.
Thus, this simple set of troubleshooting steps followed, and with good partners in business, such as POOCCA, they will keep the hydraulic systems longer for effective use.

